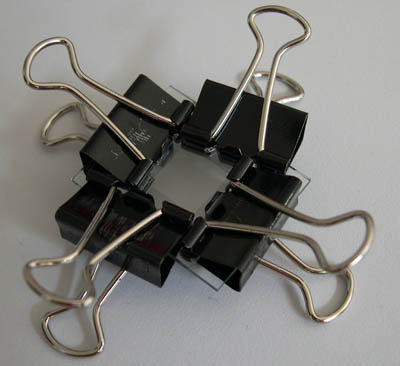
Dopo ulteriori esperimenti si conclude che per fissare la guarnizione si usa l'hotplate a 160 °C e 30" (invece che 130 °C e 5 min), usando la sovrapposizione di cella, tre vetrini e peso in alluminio su wafer da 4" come da post precedente. Per ridurre le bolle d'aria si stringe la cella con quattro paper clips e si mette in forno a convezione a 100 °C per 10-15 min.
Cella serrata da quattro paper clips per la sigillatura in forno a convezione.
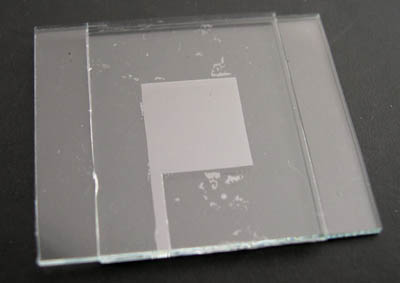
Il risultato dopo il riscaldamento in forno è soddisfacente.
Cella di prova dopo la sigillatura in forno a convezione.
Sciolti 58.5 mg di colorante N719 (Sigma Aldrich n. 703214) in 146 ml di metanolo electronic grade. Per la pesatura usata bilancia di precisione di Facci. Trasferita la soluzione in bottiglia in pyrex da 250 ml con tappo. Messa su agitatore magnetico dalle ore 17.30 alle 0.30 (7 ore) a 500 rpm. La soluzione ottenuta ha un titolo di 3e-4 M. È sensibile all'umidità e alla luce. La bottiglia viene etichettata e avvolta in carta stagnola.
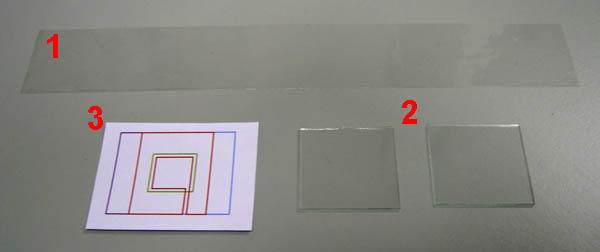
Materiali: materiale sigillante: foglio Meltonix 1170-60PF (resina Surlyn della Dupont), spessore nominale 60 µm, protetto da un foglio protettivo; materiale per la cella: n. 2 vetrini per microscopio, tagliati a misura 26 × 26 mm; disegno in scala 1:1 della guarnizione.
1) foglio sigillante in Surlyn; 2) vetri 26 × 26 mm; 3) disegno della guarnizione,
Procedura: si fissa con scotch il foglio di materiale sigillante sul disegno in scala 1:1 della guarnizione. C'è il problema di individuare il lato protetto dal film di protezione che è indistinguibile da quello della guarnizione. Si ritaglia il sigillante con il cutter. Si posiziona il vetrino inferiore su un wafer da 4". Si posiziona la guarnizione ritagliata sul vetrino inferiore con il foglio protettivo rivolto verso l'alto. Si sovrappongono tre vetrini per microscopio ed un peso di alluminio.
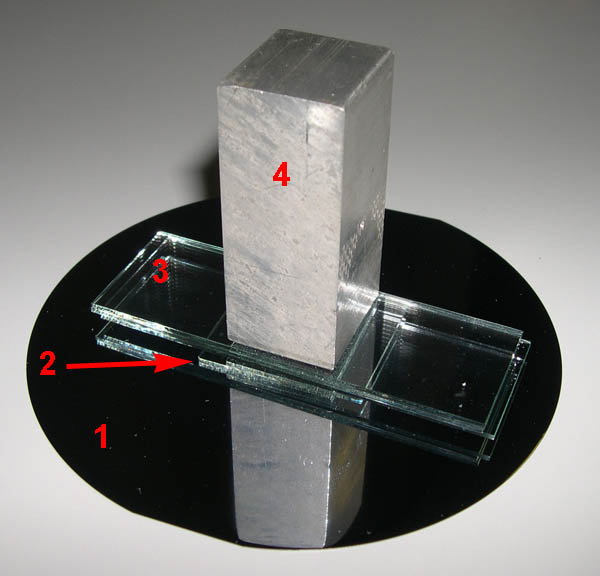
1) Wafer da 4" con funzione di supporto; 2) cella con guarnizione da saldare; 3) tre vetrini per microscopio; 4) peso in alluminio.
Si scalda il tutto sulla hotplate a 130 °C per 30". Si rimuove il foglio protettivo. Si sovrappone il vetrino superiore. Si sovrappongono tre vetrini per microscopio e il peso in alluminio e si ripete il riscaldamento a 130 °C per 5 min. Si rivolta la cella e si ripete il riscaldamento a 130 °C per altri 5 min, sempre sovrapponendo tre vetrini ed il peso in alluminio. Qualche bolla d'aria rimane intrappolata fra le guarnizioni, ma non si evidenziano possibili vie di fuga per l'elettrolita.
Cella saldata. Si osservi il canale che verrà sigillato dopo lo riempimento con l'elettrolita.
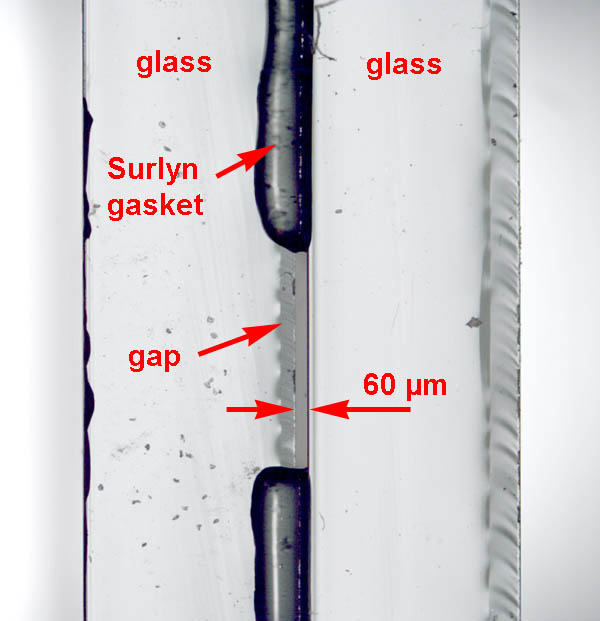
Per eliminare le bolle d'aria bisognerebbe provare con il vuoto, magari scaldando. L'osservazione al microscopio della cella in sezione in corrispondenza del canale mostra che la distanza fra i due vetri che costituiranno gli elettrodi è di 60 µm.
Vista in sezione della cella DSSC dopo la sigillatura. Il materiale sigillante fuoriesce dai due vetri accostati.
Domani riempimento con elettrolita/solvente e test di tenuta della cella.
Calibrazione sputtering rate per deposizione 25 nm Pt su vetro FTO per controelettrodo. Montaggio sorgente 1" in posizione centrale. Altezza 73 mm dalla baseplate camera allo snodo. Pressione di lavoro 8 mTorr, DC 409 V 0.07 A (power 3.2 %). Evaporazione 20 min @ RT, 12 rpm. Deposizione provino su vetro con mascheratura in blue tape. Spessore effettivo misurato con profilometro: 1470 ± 20 Å, corrispondente a 1.22 Å/s reali. Per avere 25 nm occorrono quindi 3' 25". La QCM misura zero sia a shutter aperto che chiuso. Vista dalla QCM la sorgente è abbastanza angolata, ma non tanto da non leggere nulla. Da capire.
Passo successivo: sealing della cella con vetri da miscroscopio di prova.
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept”, you consent to the use of ALL the cookies.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.